Aby osiągnąć dobrą jakość wypraski formowanej w procesie wtryskiwania, wtryskarki muszą wywierać ekstremalnie duże ciśnienie wtrysku. Bardzo często parametr prędkości i ciśnienia jest błędnie interpretowany przez ustawiaczy maszyn wtryskowych. Ciśnienie jest niezbędne do osiągnięcia zaprogramowanej prędkości, ale czy to oznacza, że może być ustawione na maksymalną wartość?
Omawiając zagadnienie ciśnienia we wtryskarce musimy wspomnieć o różnicy pomiędzy ciśnieniem hydraulicznym a ciśnieniem specyficznym, które jest wyznaczane poprzez współczynnik intensyfikacji wtryskarki.
Współczynnik intensyfikacji maszyny
Jest to stosunek ciśnienia uplastycznionego tworzywa przed końcówką ślimaka, w porównaniu do ciśnienia oleju w tłoku wtryskowym wtryskarki.
Ciśnienia te różnią się znacznie. Ciśnienie wtrysku to ciśnienie wywierane bezpośrednio na tworzywo sztuczne przez tłok, co w konsekwencji powoduje przepływ materiału. Ciśnienie hydrauliczne to ciśnienie w bloku zaworowym zaraz za głównym przewodem zasilającym z pompy, które porusza tłokiem wtryskowym.
Współczynnik intensyfikacji wtryskarki jest stały dla danej maszyny a jego wartość możemy odczytać z dokumentacji technicznej. Mieści się on zwykle w przedziale od 7 do 15.
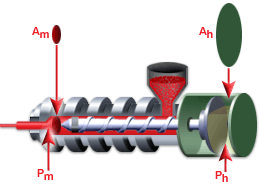
Możemy obliczyć ciśnienie specyficzne wykorzystując poniższy wzór oraz Rysunek 1.
Gdzie:
Ah – pole powierzchni tłoka wtryskowego
Am – pole powierzchni w cylindrze wtryskowym
Ph – ciśnienie hydrauliczne
Pm – ciśnienie specyficzne
Ciśnienie wtrysku i jego straty w drodze do formy
Kiedy tworzywo przepływa przez dyszę wtryskową oraz tuleje wlewową w formie wtryskowej doświadcza strat ciśnienia z powodu oporów przepływu. Po wpłynięciu w obszar formowania, tworzywo napotyka chłodny stempel i matrycę, ochładza się zmniejszając efektywną średnicę przepływu, co z kolei powoduje dalsze spadki ciśnienia. Ten spadek ciśnienia ma bezpośredni wpływ na zmniejszenie prędkości wtrysku. Żeby łatwiej zrozumieć zależność ciśnienia wtrysku i prędkości posłużę się pewną analogią:
Jeżeli podróżujemy samochodem z ustawioną stałą prędkością na tempomacie po płaskiej nawierzchni to auto porusza się wykorzystując stały moment obrotowy. Co się jednak stanie, kiedy napotkamy wzniesienie? W celu utrzymania stałej prędkości jazdy, samochód napotykając wzniesienie – zwiększy moment obrotowy.
Taka sama zależność występuje w procesie wtryskiwania: żeby utrzymać zadaną prędkość wtryskiwania, maszyna wykorzystuje ciśnienie wtrysku, które ustawiamy na ekranie wtryskarki. Zwiększając prędkość będziemy potrzebować więcej ciśnienia, które maszyna będzie mogła wykorzystać.
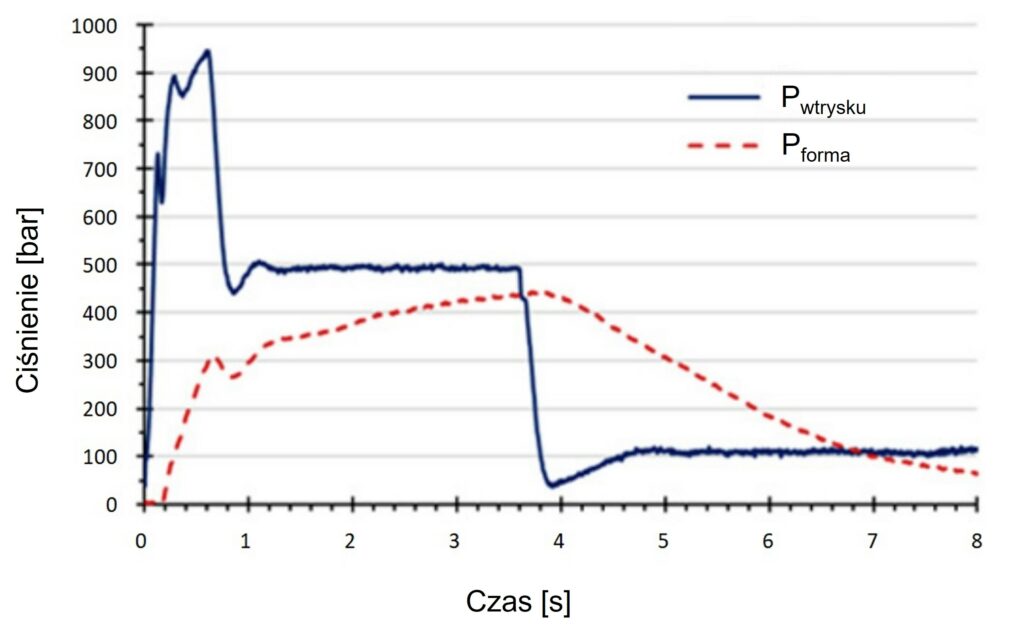
Omówiony powyżej spadek ciśnienia bezpośrednio wpływa na efektywne ciśnienie występujące w gnieździe formującym. Analiza krzywej ciśnienia wtrysku z maszyny oraz krzywej ciśnienia z formy wtryskowej (jeżeli forma wyposażona została w czujniki ciśnienia) pozwoli nam lepiej zrozumieć omawiane spadki ciśnienia (Rysunek 2).
Ciśnienie ograniczające jako zabezpieczenie formy
Ciśnienie wtrysku to jeden z parametrów wyznaczania siły zwarcia formy wtryskowej. Jego niedoszacowanie jak i zawyżenie ma wpływ m.in. na jakość wypraski czy koszt formy wtryskowej.
Niekontrolowany wzrost ciśnienia przy niepoprawnie ustawionych parametrach procesu może spowodować wiele problemów z wypraską czy też formą wtryskową, np.:
- Uchylenie formy wtryskowej powodując wypływki na płaszczyźnie podziału.
- Zakleszczenie formy wtryskowej w wyniku jej odkształcenia.
Ustawiając odpowiednie wartości ciśnienia i uruchamiając jego kontrolę zabezpieczamy się przed niekontrolowanym wzrostem ciśnienia np. w wyniku zaczopowania jednej z przewężek.
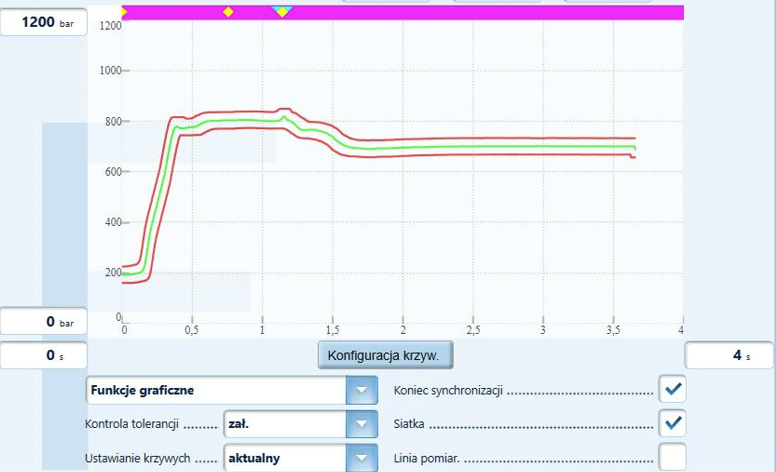
Nowoczesne maszyny pozwalają nadzorować krzywą ciśnienia w całym przebiegu procesu. Dzięki temu możemy wyznaczyć odpowiednią tolerancję, kontrolować i ewentualnie przerwać proces, kiedy pojawi się anomalia. Takie zabezpieczenie jest dobrym rozwiązaniem przy wielu punktach wtrysku z wykorzystaniem wtrysku sekwencyjnego, kaskadowego czy też wypełniania form wielogniazdowych (Rysunek 3).
Zasady programowania ciśnienia wtrysku
- Maksymalne ciśnienie wtrysku staraj się utrzymać poniżej 80% maksymalnego dostępnego ciśnienia wtryskarki.
- Dla zapewnienia odpowiedniego wypełnienia gniazda formującego bez wpływu na prędkość wtryskiwania ustaw ciśnienie ograniczające o 10% większe niż maksymalne ciśnienie w punkcie przełączenia.
- Stosując wtrysk sekwencyjny, gdzie ciśnienia wtrysku mogą wykazywać piki na drodze wypełniania stosuj profilowanie ciśnienia ograniczającego.
- Unikaj nagłego przejścia ciśnienia pomiędzy kolejnymi profilami wtrysku w celu zachowania zasady możliwie stałej prędkości przepływu uplastycznionego stopu.
Podsumowanie
Ustawiając parametry procesu zadbaj o odpowiednie ograniczenie ciśnienia wtrysku i wykorzystaj możliwości jakie dają nowoczesne wtryskarki – programuj obwiednie krzywej ciśnienia. Tak ustawiony i zabezpieczony proces z pewnością pozwoli uniknąć wielu problemom związanym z jakością części i sprawnością formy wtryskowej.
Pingback: Poduszka resztkowa - ASCONS
Super artykuł – dobra robota
Dziękuję za komentarz 😊
Dziękuję za bardzo dobry materiał.
Pozdrawiam
Ja dziękuję za komentarz, który zawsze cieszy każdego autora 😊