Dla wielu pracowników mocowanie form wtryskowych na wtryskarkach jest czynnością bardzo łatwą – klucz, kilka śrub i łap, dokręcić i forma zawieszona. Czy jednak zastanawialiście się kiedyś z jakimi wymaganiami należy takie czynności wykonywać? Czy istnieją zalecenia, którymi należy się posługiwać?
Najtańszym i najczęściej stosowanym sposobem mocowania form wtryskowych na maszynach jest mocowanie przy pomocy różnego rodzaju łap dociskowych.
Tym wpisem chciałbym się z Wami podzielić moimi spostrzeżeniami w kwestii mocowania form. Postaram się także opisać zalecenia, a w niektórych przypadkach wręcz wymagania odnośnie montażu formy. Liczę na Wasze komentarze i ewentualne uwagi.
Pracownik zmieniający narzędzia na wtryskarce musi mieć świadomość, że jego praca polegająca na mocowaniu formy wtryskowej ma wpływ na bezpieczeństwo swoje i współpracowników, a także form, maszyn i peryferii.
Najczęściej popełniane błędy w mocowaniu form wtryskowych i zalecenia
Rodzaje gwintów
Na halach produkcyjnych możemy spotkać maszyny kupione z różnych stron świata i tym samym z różnymi typami gwintów w stołach mocujących. Dobrą praktyką będzie wprowadzenie przez Was standardu określającego jaki typ gwintu ma być wykonany w maszynach, które będziecie kupować.
Próba wkręcenia śruby z gwintem metrycznym do otworu z gwintem innego typu skończy się jego uszkodzeniem. Jeżeli macie na hali maszynę, która posiada inny typ gwintu to warto zastosować oznaczenie jasno określające inny typ.
Długość śruby
Bardzo ważne jest, żebyście zwrócili uwagę na długość śruby, którą musicie wkręcić na co najmniej 1.5 D (D – średnica gwintu) w stół maszyny (Rysunek 1). Z drugiej strony – za długa śruba może dojść do końca otworu gwintowanego i uniemożliwić prawidłowe zamocowanie formy. Siłowe dokręcanie śruby, która osiągnęła już maksymalną głębokość w otworze będzie powodowało naprężenia uszkadzające gwint o czym możecie przeczytać w tym artykule.
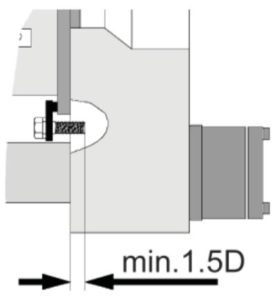
Rysunek 1: Minimalna głębokość wkręcania śrub w stół wtryskarki. Źródło: https://www.wittmann-group.com/
Moment dokręcania
W przypadku zbyt małego naprężenia wstępnego złącze śrubowe mogłoby drgać lub poluzować się. W przypadku zbyt dużego naprężenia wstępnego istnieje niebezpieczeństwo, że złącze śrubowe pęknie. Optymalne naprężenie wstępne osiąga się za pomocą właściwego momentu dokręcenia. Zachęcam do zapoznania się z wpisem https://www.ascons.pl/uszkodzenia-gwintow-w-stolach-wtryskarek/. W szczegółach omówiłem tu granicę wytrzymałości, granicę plastyczności oraz zamieściłem tabelę z maksymalnymi momentami dokręcania. Kolejny warty uwagi wpis to https://www.ascons.pl/klucz-dynamometryczny-moment-dokrecania/, gdzie opisałem w jaki sposób prawidłowo obsługiwać klucz dynamometryczny.
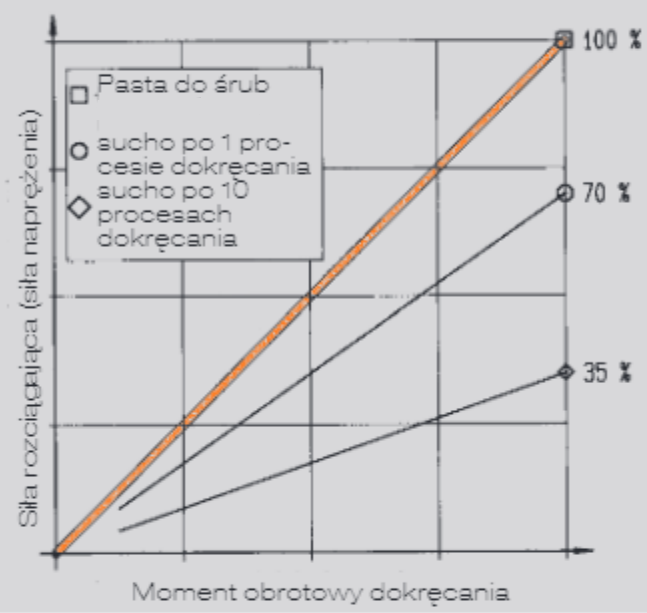
Jeżeli podczas montażu formy wtryskowej nie stosujesz smarowania śrub bądź nakrętek, to siła naprężenia znacząco spada i dochodzi do szybszego zużycia elementów gwintowanych. Większość momentu dokręcającego przy dokręcaniu bez użycia specjalnego smaru jest wykorzystywana do pokonania tarcia. Jeżeli użyjecie smaru (np. na bazie dwusiarczku molibdenu) zmniejszycie tarcie i przy tym samym momencie obrotowym wytworzycie większe napięcie wstępne (Rysunek 2).
Podkładki pod śrubę, nakrętkę
Twardość
Powinniśmy używać podkładek ulepszanych cieplnie. Stosowanie miękkich podkładek (Rysunek 3) powoduje ich odkształcenie i uszkodzenie. W razie uszkodzenia istnieje ryzyko, że łeb śruby lub nakrętka „przebije” się przez podkładkę i poluzuje mocowanie.

Rodzaj
Jeżeli używamy różnego rodzaju łap dociskowych musimy zwracać uwagę czy stosowane przez nas podkładki są odpowiednie do rodzaju łapy. Na poniższych zdjęciach możecie zobaczyć (Rysunek 4, 5), że użyto płaskiej podkładki, która nie jest dedykowana do tego rodzaju mocowania. Kontakt łba śruby z podkładką jest tylko z jednej strony, z drugiej powstaje szczelina, co powoduje deformacje na śrubie i ryzyko poluzowania. Stosowanie nakrętek zamiast podkładki również jest zabronione. W tym przypadku trzeba dostosować długość śruby i usunąć nakrętkę.
-

Rysunek 4: Nieodpowiedni typ podkładki do typu łapy mocującej. -
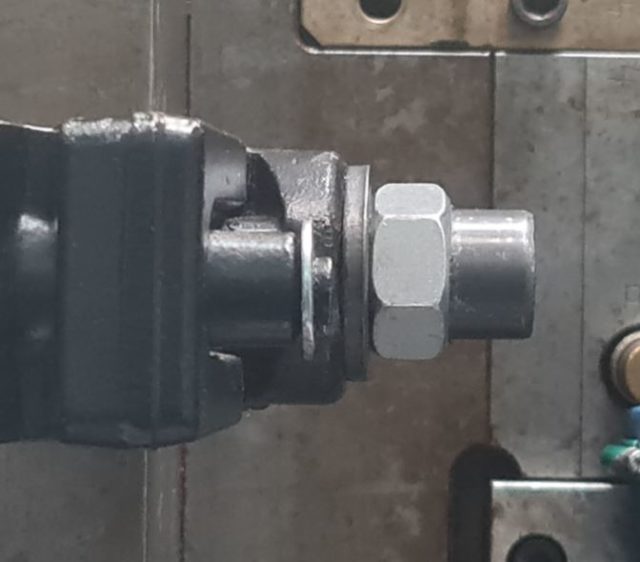
Rysunek 5: Nakrętka w roli podkładki.
Ilość
Długość śruby trzeba dopasować do typu łapy i płyty mocującej w formie wtryskowej w taki sposób, żeby minimalna głębokość wkręcenia wynosiła
1,5 średnicy gwintu, a maksymalna długość nie stanowiła ryzyka wkręcenia jej do końca otworu gwintowanego. Nie dostosowujcie tej długości w taki sposób jak przedstawia poniższe zdjęcie (Rysunek 6). W tym przypadku zastosowane podkładki mają również nieodpowiednią twardość.

Pozycja łapy
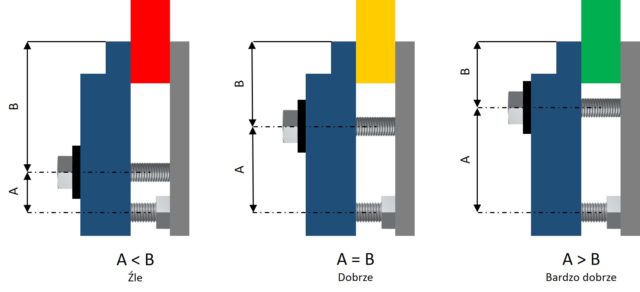
Śruba, którą dokręcamy łapę powinna być umieszczona możliwie blisko formy wtryskowej. Siła, którą będziemy dokręcać będzie efektywnie oddziaływać na formę, a nie na podporę, co da pewne zamocowanie narzędzia. Im dalej umieścisz śrubę od formy wtryskowej tym będzie większe ryzyko wysunięcia się narzędzia lub luzowania połączenia podczas pracy maszyny. Jeżeli nie spełniasz wymogów pokazanych poniżej (Rysunek 7) to powinieneś zmienić miejsce mocowania łapy.
Podsumowanie
Ilość zagadnień jaką można poruszyć w kwestii mocowania form wtryskowych na wtryskarkach jest bardzo duża. Błędy popełniane na halach produkcyjnych wynikają najczęściej z niewiedzy osób wykonujących przezbrojenie, dlatego tak ważna jest dyskusja i edukacja w tym temacie. Powyższe uwagi dotyczące błędów i ewentualnych zaleceń powinniście wziąć sobie do serca. Ryzyko jakie występuje na stanowisku odpowiedzialnym za przezbrojenia jest duże, a pewne zamocowanie formy wtryskowej skutecznie je minimalizuje.
Myślę, że Was nie zaskoczę jak stwierdzę, że temat mocowania nie został przeze mnie wyczerpany. Jest z pewnością jeszcze wiele aspektów, które powinniśmy poruszyć dlatego zapraszam Was do dyskusji w tym temacie. Jeżeli chcecie się podzielić Waszymi spostrzeżeniami dotyczącymi mocowania to będzie mi bardzo miło 😉 Tymczasem, życzę przyczepności do obu połówek maszyny 🙂
Pingback: Uszkodzenia gwintów w stołach wtryskarek - Ascons . Poradnik ustawiacza