„Czas chłodzenia kalkulator” to wpis, którym chciałbym Wam przybliżyć jego znaczenie, wpływ na proces oraz wstępne oszacowanie.
Jeżeli wtryśniemy tworzywo do gniazda formującego, rozpocznie ono oddawanie energii, która została dostarczona w czasie uplastyczniania. Okres ten jest nazywany czasem chłodzenia.
Optymalne ustawienie tego parametru jest bardzo ważnym elementem, ponieważ stanowi znaczną część czasu cyklu, na którym opiera się obliczanie kosztów wytwarzania elementów metodą wtryskiwania. Przy tej okazji zachęcam również do zapoznania się z wpisem dotyczącym czasu cyklu.
Czas chłodzenia
Czas chłodzenia wypraski mierzymy od momentu wypełnienia gniazda formy (po zakończonym etapie wtrysku), aż do osiągnięcia przez wypraskę temperatury wyformowania (otwarcie formy).
Przy ustawianiu procesu wpisujemy w maszynie tzw. czas nastawny chłodzenia, który jest określany od momentu zakończenia czasu docisku. Zobaczycie to na Rysunek 1.
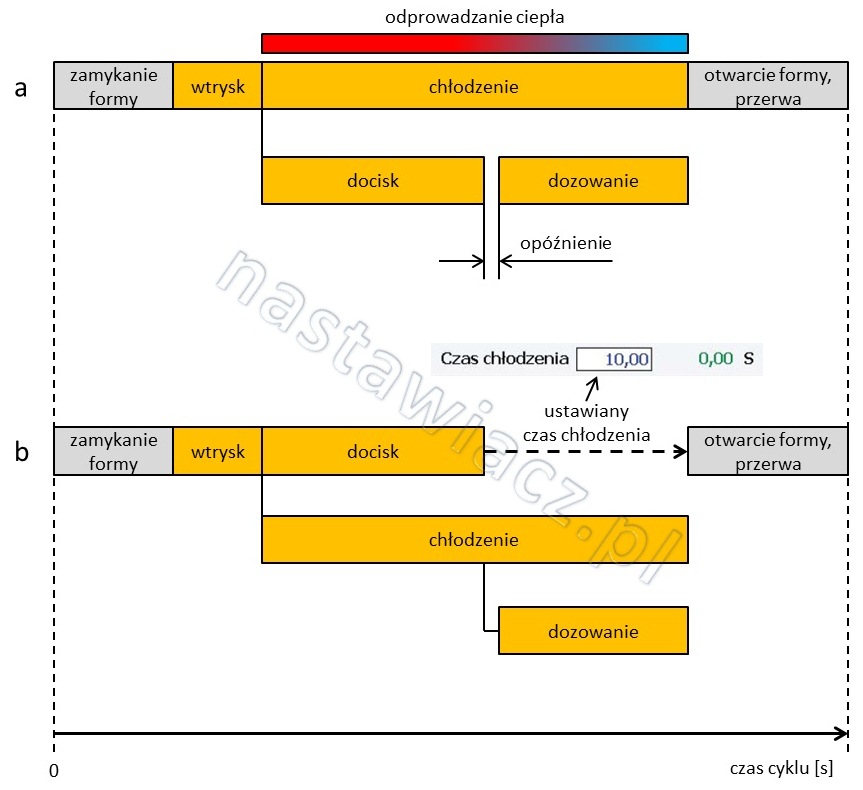
Rzeczywisty czas chłodzenia jest więc sumą czasu docisku i czasu nastawionego chłodzenia.
Jak myślicie od czego zależy czas cyklu? Odpowiadając od razu na zadane pytanie:
- kwadratu największej grubości ścianki wypraski – parametr ten ma największe znaczenie przy skracaniu czasu chłodzenia, stąd też jeszcze w fazie konstruowania wyrobu powinniśmy dążyć do pocienienia ścianek i eliminacji zgrubień,
- własności tworzywa (przewodności cieplnej, budowy),
- zalecanej temperatury formy,
- średniej temperatury wtrysku, od której zależy ilość ciepła, jaką musimy odprowadzić do obiegów układu chłodzenia,
- zalecanej temperatury wyformowania wypraski,
- stosowanego chłodziwa, sposobu jego chłodzenia, wydatku cieczy,
- czystości kanałów obiegu – regularnego ich czyszczenia,
- budowy obiegów chłodzących (np. czy są to obiegi nawiercane, standardowe czy może konformalne).
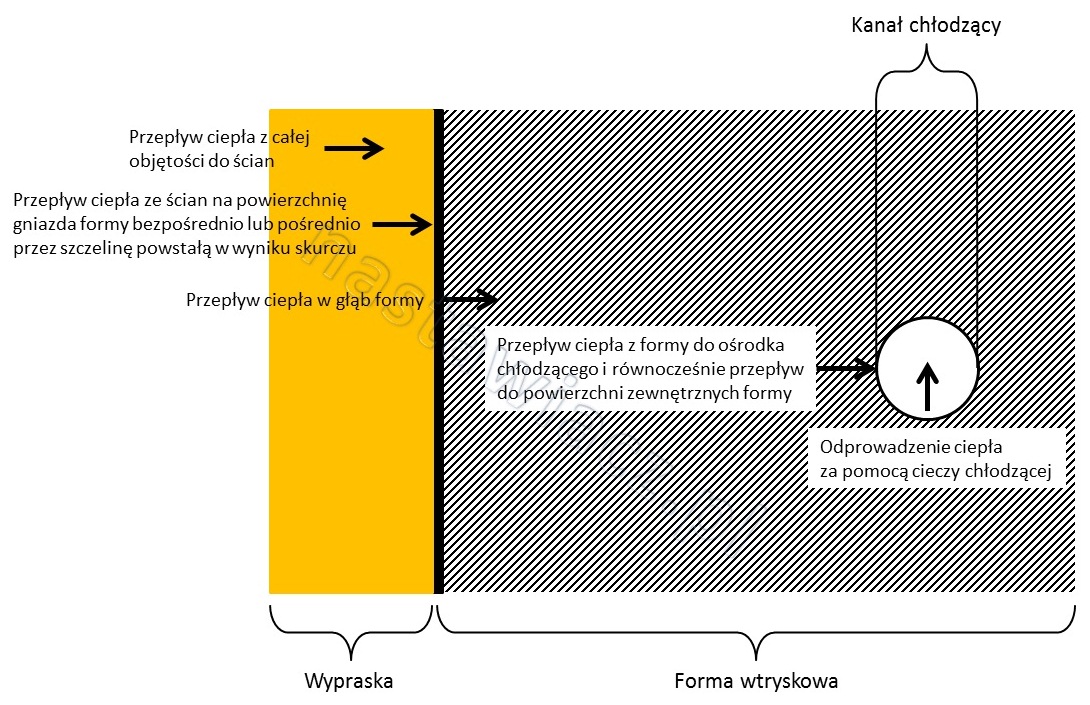
Forma wtryskowa to hermetyczny system termodynamiczny, do którego wnętrza dostarczamy ciepło przez wtryskiwane tworzywo. Dostarczone ciepło odprowadzamy na zewnątrz przez układ chłodzenia i w skutek strat cieplnych. Kolejność odprowadzania ciepła z tworzywa wypełniającego gniazdo przeczytacie w poniższych punktach i zobaczycie na Rysunek 2:
- ciepło rozpoczyna swoją podróż poprzez przepływ ze środka wypraski do zewnętrznych ścianek,
- następny krok to obieg ciepła ze ścian wypraski na powierzchnię gniazda formy bezpośrednio lub pośrednio przez szczelinę powstałą w wyniku skurczu tworzywa między wypraską a matrycą,
- kolejny etap to przepływ ciepła w głąb formy,
- następnie ciepło przepływa z formy do ośrodka chłodzącego i równocześnie przepływa do powierzchni zewnętrznych formy,
- ostatnim etapem jest odprowadzenie ciepła z ośrodkiem chłodzącym na zewnątrz.
Tworzywa amorficzne vs. częściowo-krystaliczne.
W przypadku tworzyw częściowo-krystalicznych wypraska szybko uzyskuje dostateczną wytrzymałość i potrzebuje jedynie niewielkiego spadku temperatury w celu usunięcia jej z formy. Z tego powodu czas chłodzenia tych materiałów jest krótszy niż materiałów bezpostaciowych (przy założeniu tej samej grubości ścianki).
Do tworzyw częściowo-krystalicznych możemy dodać składniki nukleacyjne w celu przyspieszenie krystalizacji co jeszcze bardziej skraca czas chłodzenia.
Dla materiałów amorficznych nie możemy zastosować powyższych składników ze względu na brak krystalitów.
Ja widzicie czas chłodzenia ma kluczowe znaczenie w naszych procesach.
Jeżeli będzie on za krótki to:
- mogą występować wciągi, jamy, deformacje produktu,
- doprowadzimy do większej dysproporcji skurczu,
- mogą wystąpić defekty mechaniczne przy wyformowaniu wypraski
- w przypadku wyprasek grubościennych istnieje ryzyko, że doprowadzimy do wtórnego topnienia już schłodzonej warstwy wypraski na jej powierzchni w związku z jeszcze znaczną pojemnością ciepła plastycznej masy.
Jeżeli czas chłodzenia będzie zbyt długi to:
- wydłużymy czasu cyklu i obciążenie termiczne tworzywa w cylindrze,
- otrzymamy mniejszą wydajność produkcji,
- może wystąpić opór podczas wyformowania (utrudnienie przy wypychaniu).
Nie ma ścisłych zasad dokładnego określania czasu chłodzenia, ponieważ zależy on od zbyt dużej liczby wzajemnie uzależnionych czynników technologicznych i konstrukcyjnych.
Jeżeli chcesz określić przybliżony czas chłodzenia, to możesz posłużyć się wzorem matematycznym dla wypraski płaskiej Rysunek 3.
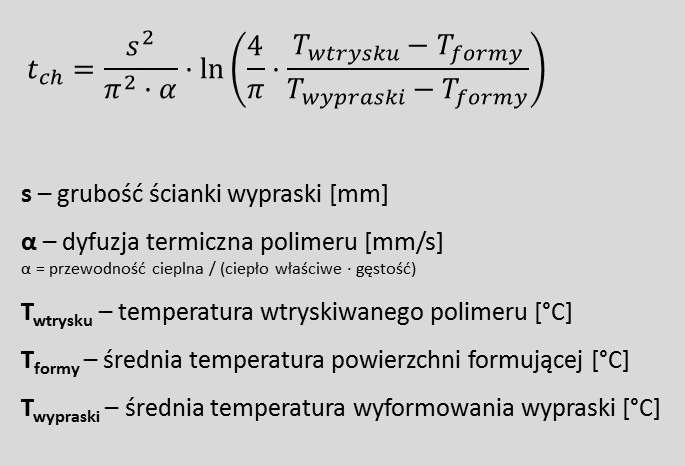
Powyższy wzór może służyć jako określenie wyjściowego czasu chłodzenia, po którym powinieneś dokonać próby jego optymalizacji.
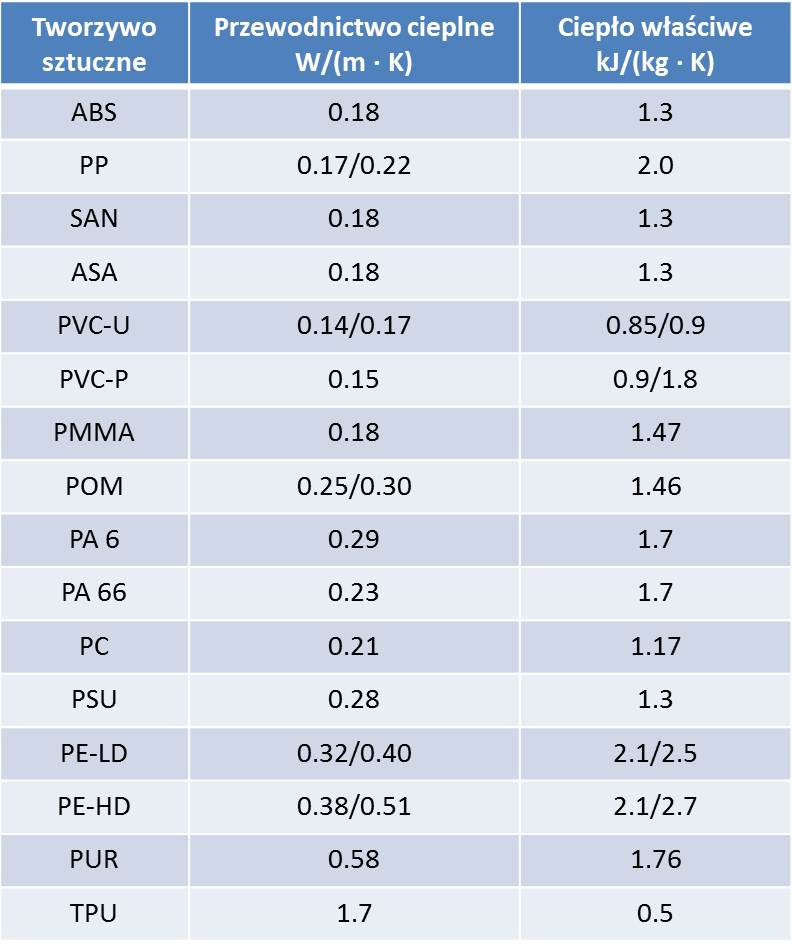
W celu oszacowania czasu będziesz potrzebował kilku informacji na temat właściwości termicznych obliczanego materiału. Możesz posłużyć się danymi, które znajdziesz na Rysunek 4 lub odczytać je z karty technicznej tworzywa. Tymi właściwościami są:
- przewodnictwo cieplne czyli zdolność do przewodzenia ciepła,
- ciepło właściwe czyli współczynnik określający skłonność ciała do łatwiejszej lub trudniejszej zmiany temperatury pod wpływem dostarczonej energii cieplnej.
Kalkulator czasu chłodzenia
Mam nadzieję, że poniższy kalkulator posłuży Wam jako ułatwienie oszacowania czasu chłodzenia. Zapraszam do korzystania 🙂
Uwaga:
- kalkulator służy do wstępnego ustalenia czasu cyklu i w takim celu został stworzony,
- za wszelkie propozycje jego udoskonalenia będę wdzięczny :).
|
|