Analiza nieszczelności zaworu do urządzenia AGD to przykład, który może posłużyć Wam jako drogowskaz w codziennej analizie problemów na produkcji. Przedmiotem analizy jest zawór odpowiedzialny za podawanie czystej wody do płukania w urządzeniu AGD oraz filtrujący zanieczyszczenia. Przyrząd ten musi być w 100 procentach szczelny, gdyż jakikolwiek przeciek eliminuje urządzenie z rynku.
Zawór składa się z sita i dwóch elementów łączonych metodą zgrzewania ultradźwiękowego (Rysunek 1).
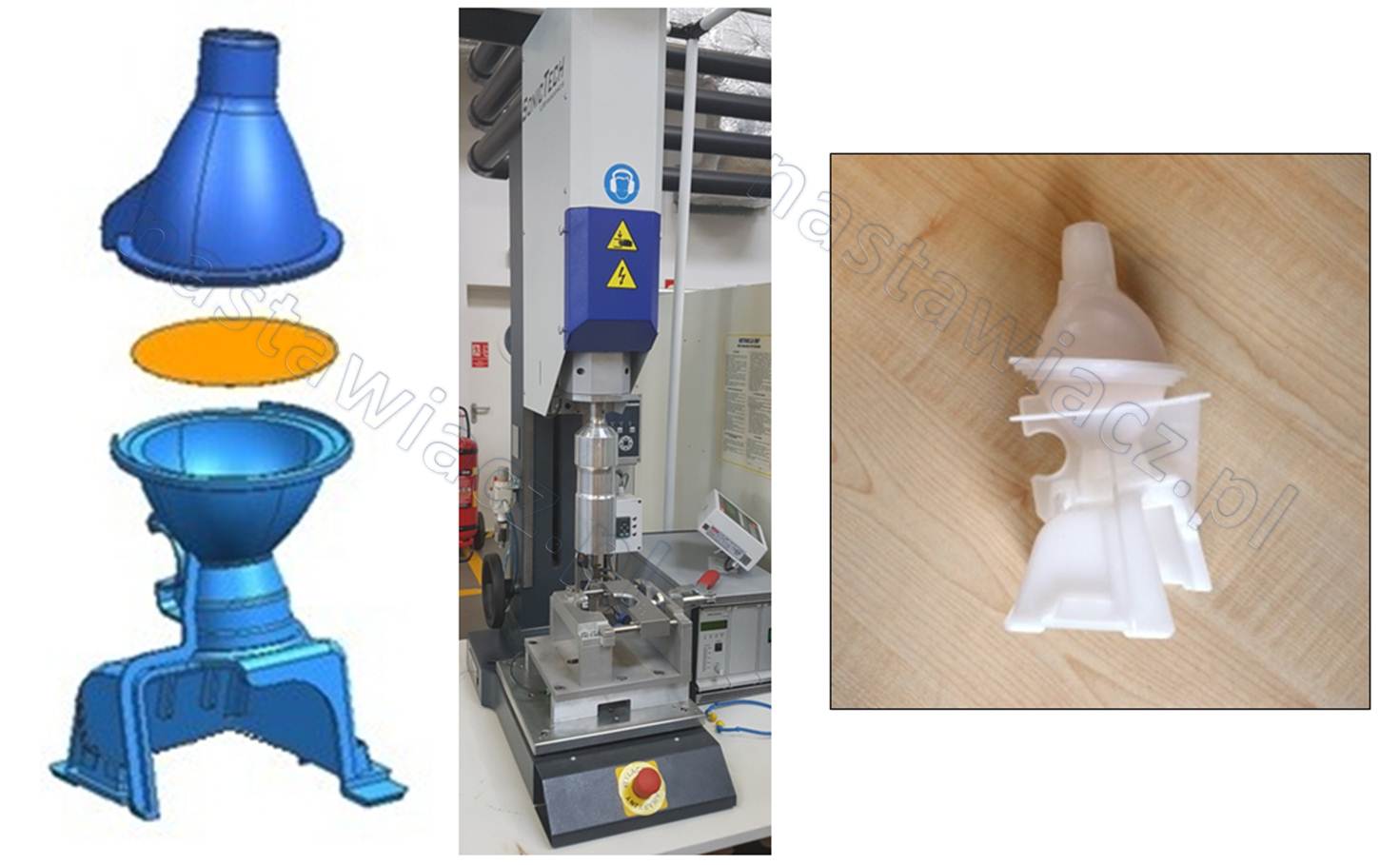
Elementy składowe (z pominięciem filtra) wykonane są metodą wtrysku z PP (polipropylen) częściowo-krystalicznego z dodatkiem boru w postaci włókien mielonych w ilości 11% (BG 11). Tworzywo posiada odporność na ług sodowy, miedź i promieniowanie UV.
Problem:
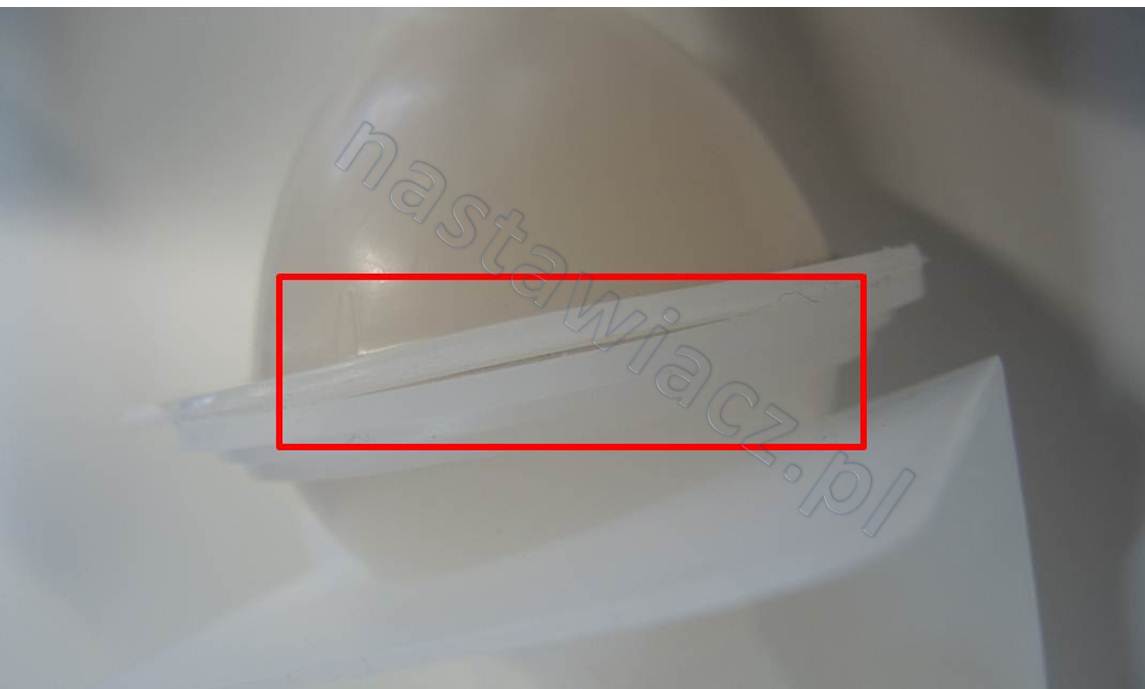
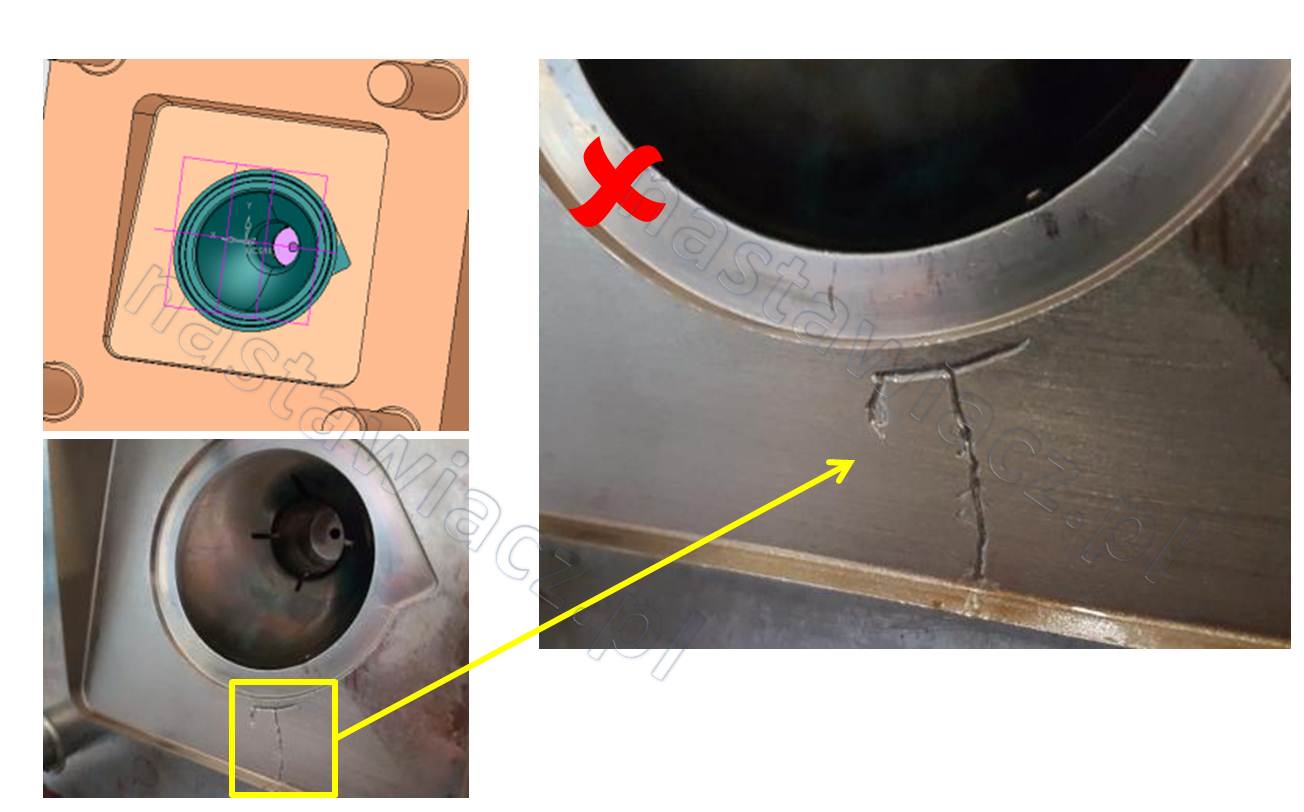
Pojawiające się w procesie zgrzewania części, które nie przechodzą testu szczelności z bardzo często widocznym miejscem niezgrzanym (Rysunek 2).
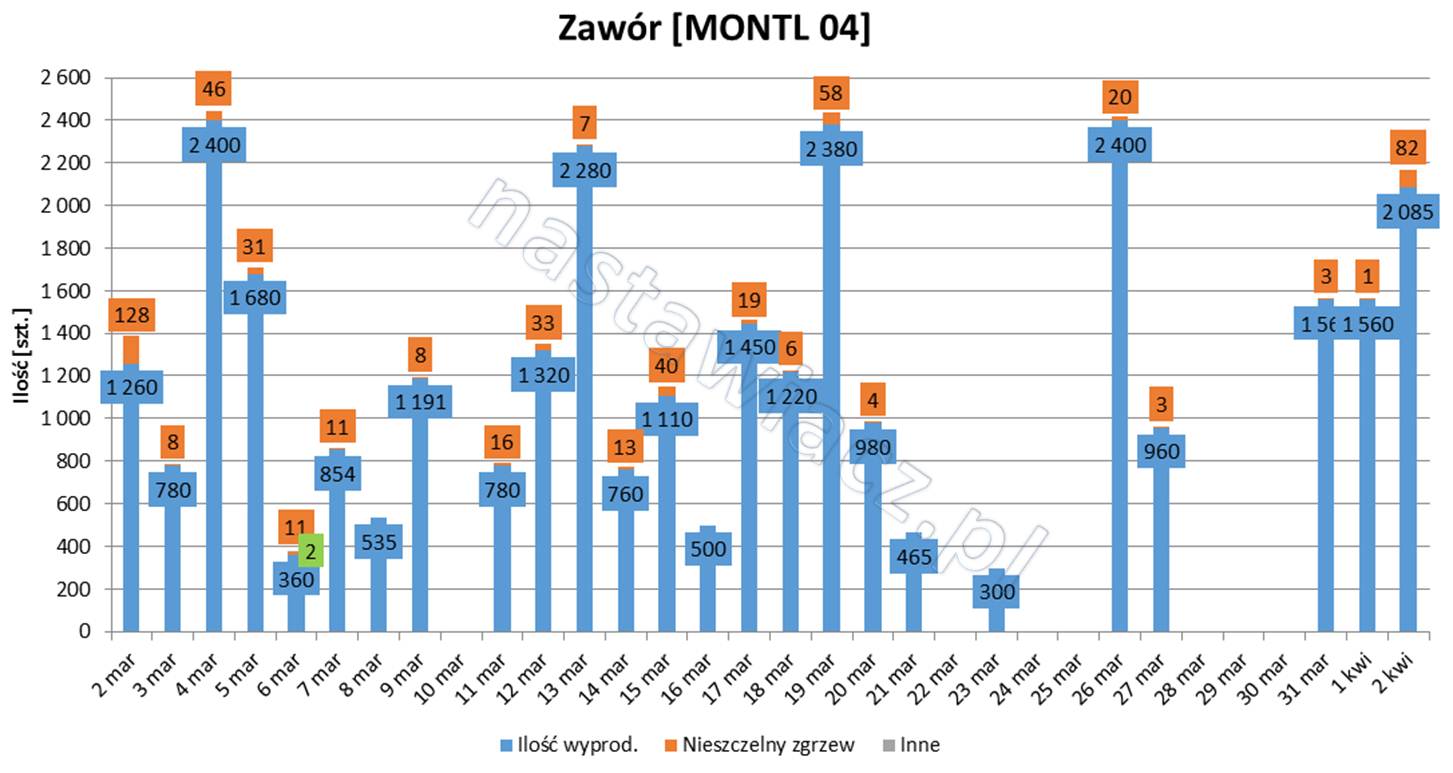
Przeglądając statystykę produkcji możemy zauważyć zróżnicowanie w występowaniu wady w postaci nieszczelnego zgrzewu (Rysunek 3). Ilości produkowane są dostosowane do ilości zamawianych przez klienta.
W celu rozwiązania problemu z pojawiającymi się nieszczelnościami w produkcji stworzyliśmy interdyscyplinarny zespół, który rozpoczął swoją pracę od wykonania burzy mózgów na temat występującej wady (Rysunek 4). Nieocenionym wsparciem w rozwiązywaniu podobnych problemów jest wiedza i doświadczenie pracowników, którzy pracują bezpośrednio na montażu, gdzie ten defekt się pojawia.
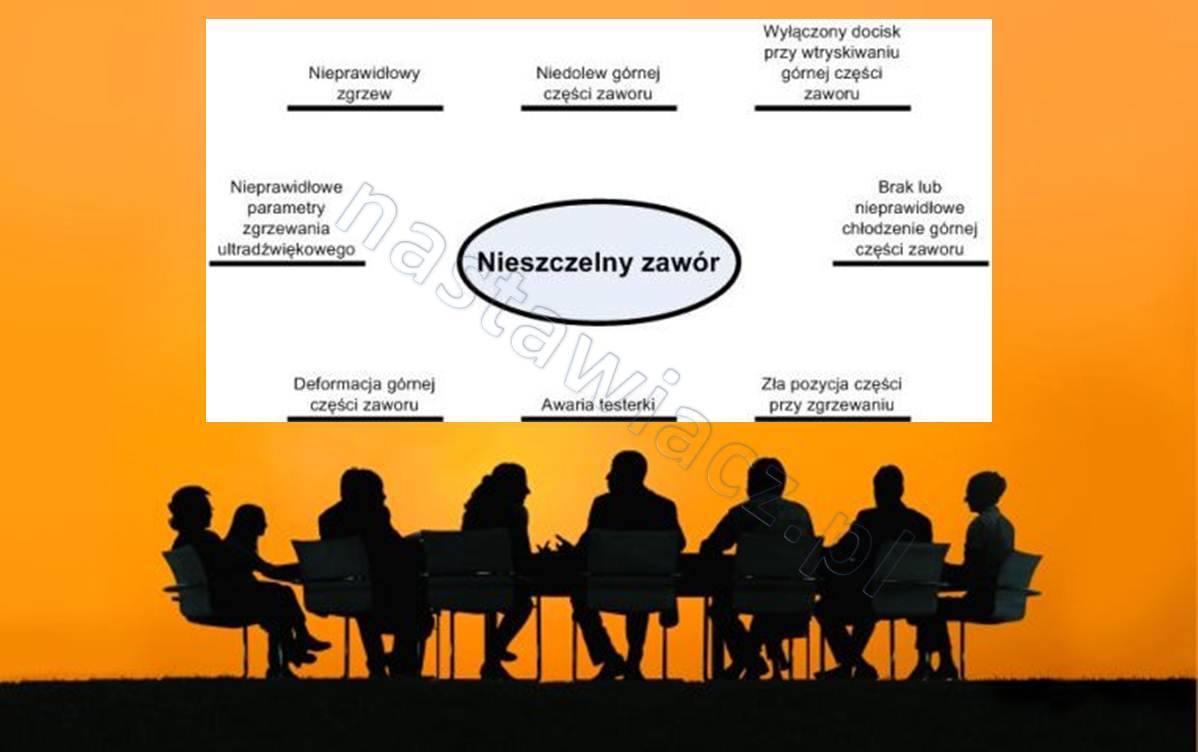
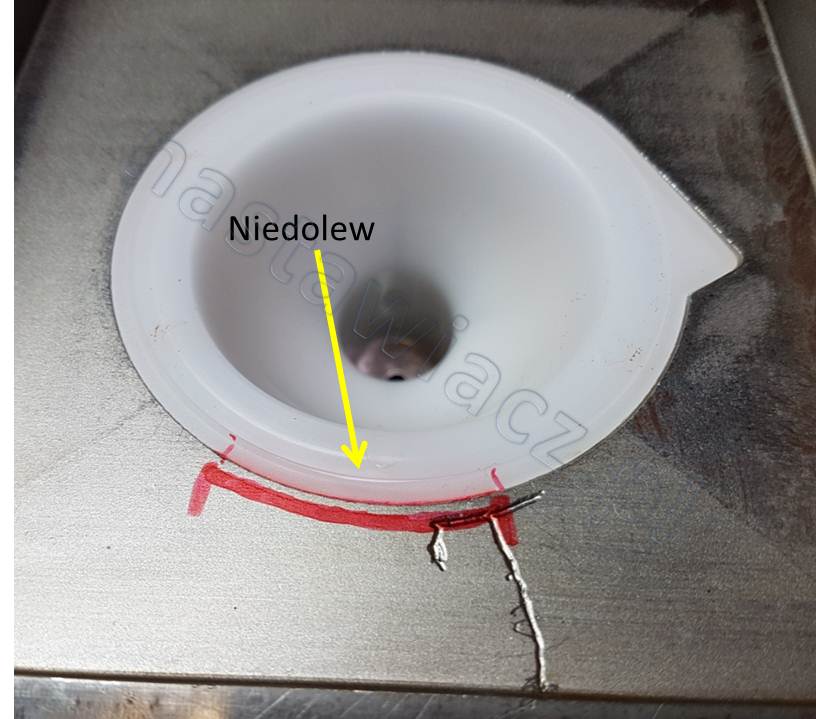
Za najbardziej prawdopodobną przyczynę nieszczelności przyjęliśmy niedolew występujący na górnej części zaworu, który występuje w miejscu powstawania przecieku.
Niestety wada jest bardzo mała i trudno ja zauważyć gołym okiem.
W celu określenia jej wielkości posłużyliśmy się mikroskopem KEYENCE VHX-5000, który uwidocznił niedolew oraz pozwolił zmierzyć jego wielkość (Rysunek 5).
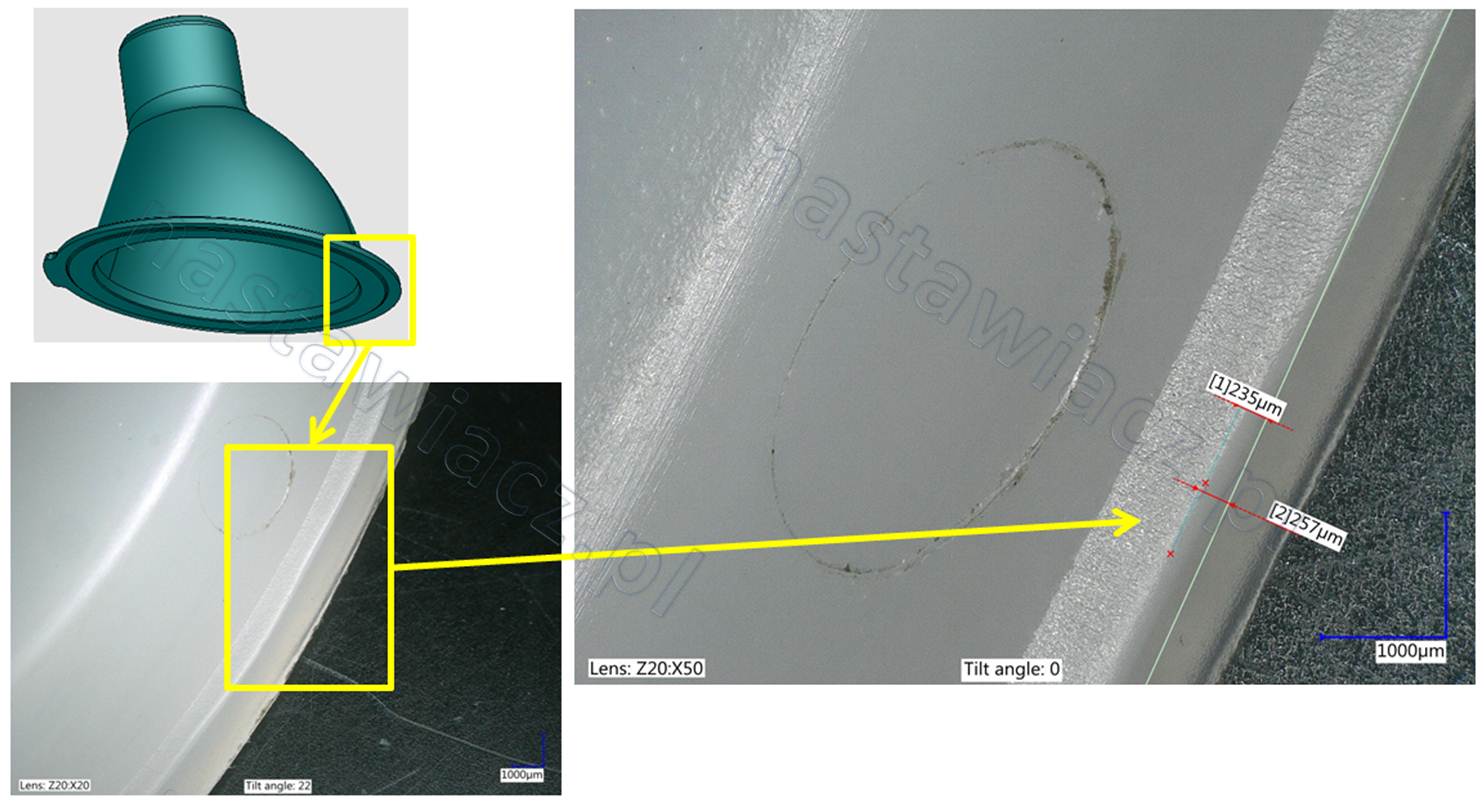
Czy niedolew o rozmiarze 257μm, który ciężko jest zauważyć może być przyczyną powstawania nieszczelności?
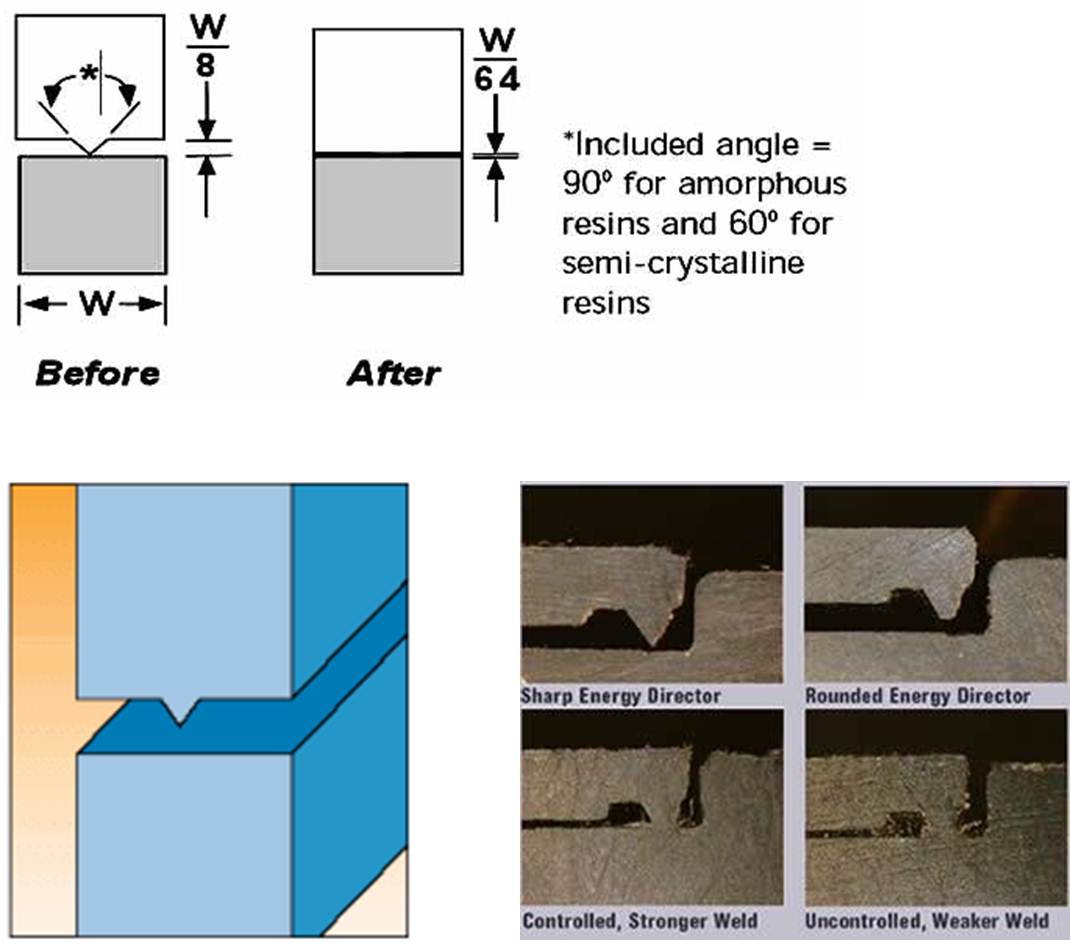
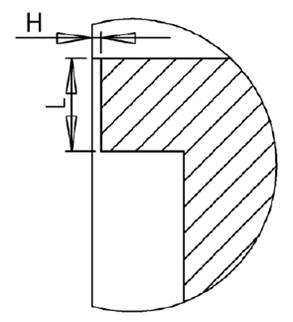
Analizując dalej ten problem należy zidentyfikować znaczenie ścianki na której pojawia się defekt.
Ścianka ta jest niezbędna w celu zgrzania zaworu. Odpowiada ona za koncentrację energii ultradźwiękowej i przyspiesza proces zgrzewania (Rysunek 6).
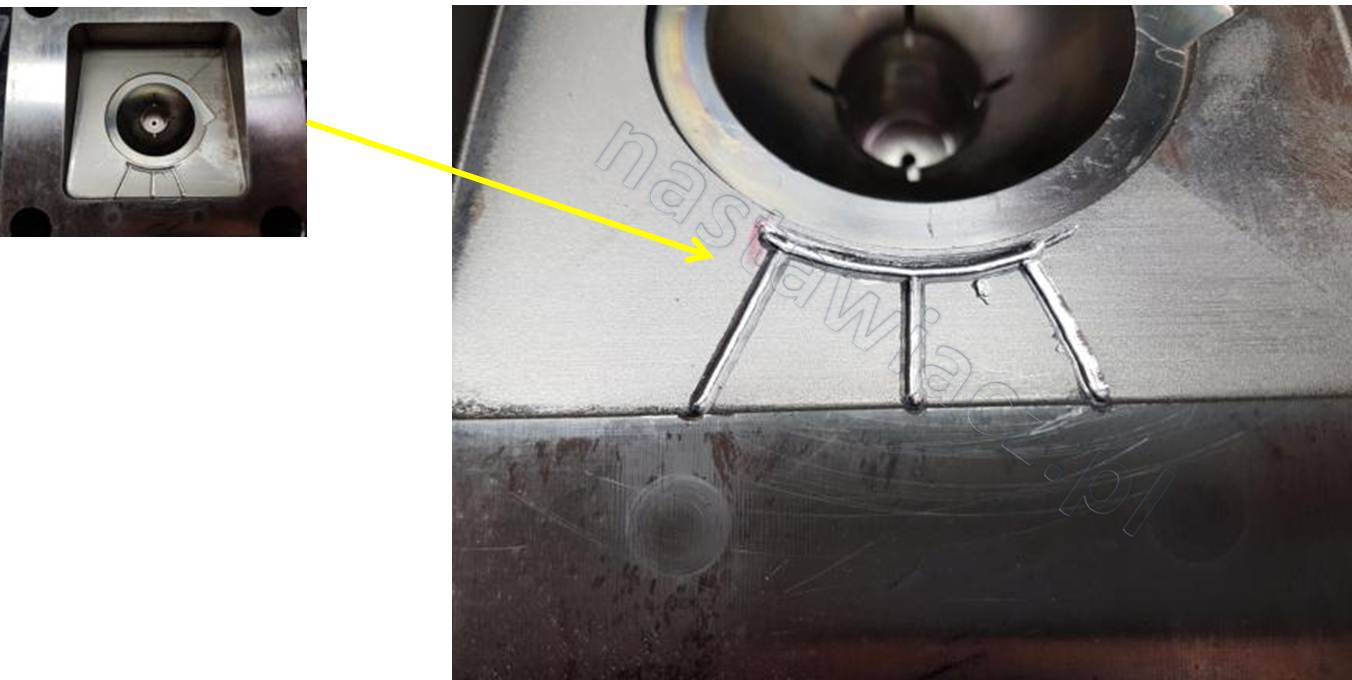
Kontroli została poddana także forma wtryskowa. Dokonaliśmy jej oględzin i zauważyliśmy, że po stronie matrycy zostało naniesione odpowietrzenie w sposób pozostawiający wiele do życzenia (Rysunek 7).
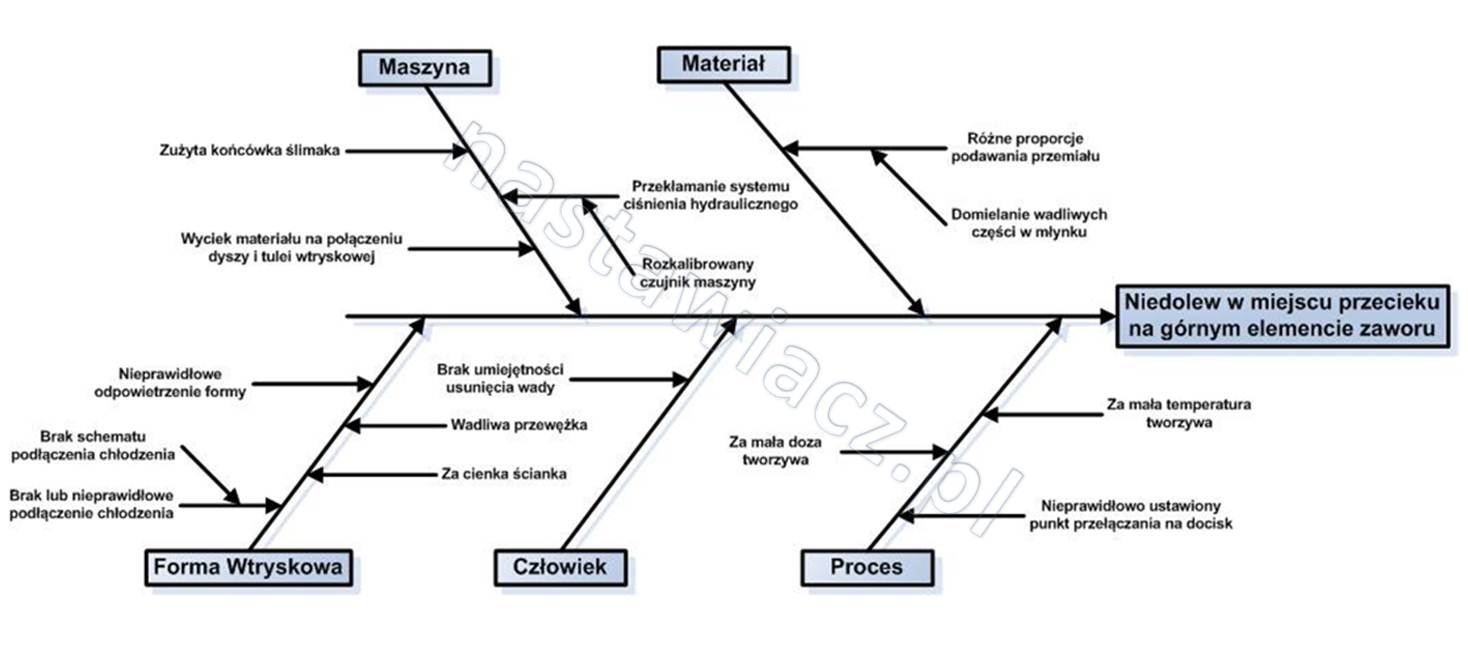
W celu określenia przyczyny powstawania niedolewu, który jak widać ma bardzo duży wpływ na proces zgrzewania i ostatecznie szczelność zaworu wykonaliśmy analizę zgodnie z diagramem Ishikawa (Rysunek 8).
Po wyznaczeniu możliwych przyczyn, za najbardziej prawdopodobną uznaliśmy nieprawidłowe odpowietrzenie formy wtryskowej, mając wiedzę jak ono wygląda na narzędziu.
W celu zobrazowania miejsca, w którym takie odpowietrzenie powinno się znajdować przyłożyliśmy wadliwą wypraskę do matrycy i zaznaczyliśmy miejsce, gdzie powinno być wykonane (Rysunek 9).
Zgodnie z literaturą odnośnie konstrukcji form wtryskowych i wykonywania kanałów odpowietrzających, matryca została oddana do działu narzędziowego w celu wykonania odpowietrzenia zgodnie z zaleceniami (Rysunek 10).
Kanały odpowietrzające zostały wykonane zgodnie z zaleceniami (Rysunek 11).
Po wprowadzeniu powyższej modyfikacji udało się zminimalizować ilość występujących wad na nieszczelność o około 99%.
Kolejnym efektem była poprawa powierzchni styku sonotroda-górny element zaworu (Rysunek 12).

Wnioski:
Ścianka służąca do koncentracji energii ultradźwiękowej w wypraskach wtryskiwanych musi być pozbawiona wszelkich defektów, gdyż jak widać niewielki niedolew może być przyczyną podwyższonej brakowości i ryzyka reklamacji.
W każdej formie zamyka się powietrze, które utrudnia wypełnianie narzędzia roztopionym polimerem dlatego zwracajmy uwagę na jakość odpowietrzeń w celu minimalizacji powstawania niedolewu lub przy skrajnie wysokich ciśnieniach – efektu Diesla.